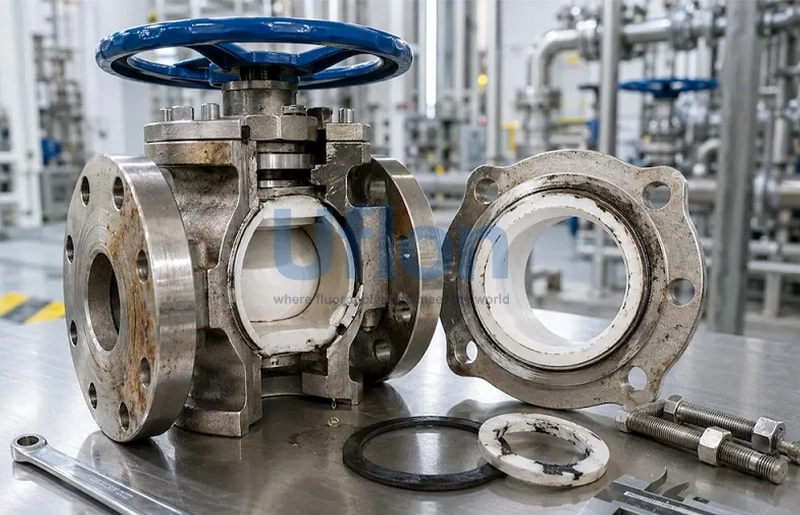
FEP resin is a copolymer of tetrafluoroethylene and hexafluoropropylene. It has good thermal stability, outstanding chemical inertness, excellent electrical insulation and low coefficient of friction, and can be processed by thermoplastic processing methods.

FEP resin compression molding involves placing FEP raw material into a custom mold, through heating, pressurizing and then cooling it to obtain the molded part. This process preserves the excellent properties of FEP resin while enabling the mass production of products precisely matched to specific needs.
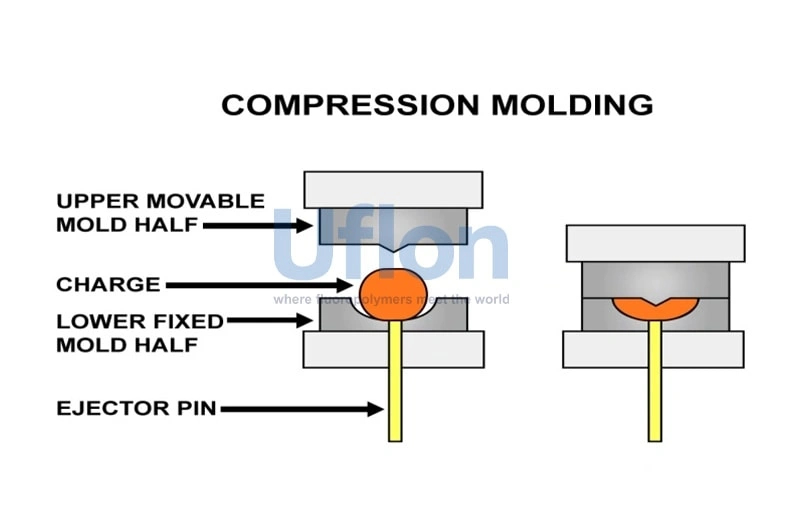
The process of FEP resin compression molding
Step 1: Material Preparation
Selecting high-purity FEP resin, according to the product requirements, we will dry the raw materials (to remove moisture and prevent air bubbles after molding). We may also add a small amount of special additives (which do not affect performance but only assist in molding).
Step 2: Molding
Customizing the corresponding metal mold according to the shape of the product to be made (such as a sealing gasket, reagent bottle, insulating sleeve). Then, put the dried FEP raw material evenly into the mold, making sure it is full and level, otherwise the product will have missing corners and uneven thickness after molding.
Step 3: Heating and Pressurization
The mold containing the raw material is placed into a specialized molding machine and heated to 300℃~350℃ (allows the FEP resin completely melt and flow), then a certain pressure is applied. Under high temperature and pressure, the FEP resin fills every corner of the mold, firmly "remembering" the shape of the mold. This step is crucial, precise temperature and pressure control is essential—if the temperature is too low, the raw material will not melt completely, resulting in cracks in the product; if the pressure is insufficient, the product density will be low, and its performance will bad.
Step 4: Cooling and Demolding
Maintain constant pressure and slowly cool the mold (natural cooling or cooling with cold water). Once the temperature drops below 100℃, the FEP material will solidify and form. At this time, open the mold and remove the formed product, this is called "demolding".
Step 5: Post-processing
Newly demolded products may have a small amount of "burrs" (excess material in the mold gaps), which need to be trimmed clean with tools. Afterwards, quality inspections are required: such as measuring thickness, checking appearance (for bubbles and cracks), and testing performance (such as corrosion resistance and insulation). Only qualified products can leave the factory.
FEP resin compression molding has four irreplaceable advantages, making it especially suitable for scenarios with high performance and precision requirements:
● High molding precision
● Capable of complex shapes
● Excellent performance
● Cost-effective for mass production
Conclusion
Before manufacturing FEP molded products, it is essential to select high-purity FEP resin (purity ≥ 99.9%). If there are many impurities, the product's corrosion resistance and high temperature resistance will be greatly reduced.
As a professional fluoroplastics manufacturer, we provide our customers with high-purity FEP resin accompanied by a Certificate of Authorization (COA), meeting global standards such as RoHS and REACH.
If you are needing FEP resin during compression molding, welcome contact UFLON to support.
100 meters northwest of Changiiafang Village Committee, Gaoging County, Zibo City, ShandongProvince
Copyright © 2025 by Zibo Uflon New Material Technology Co., Ltd. All Rights Reserveds
Privacy Policy