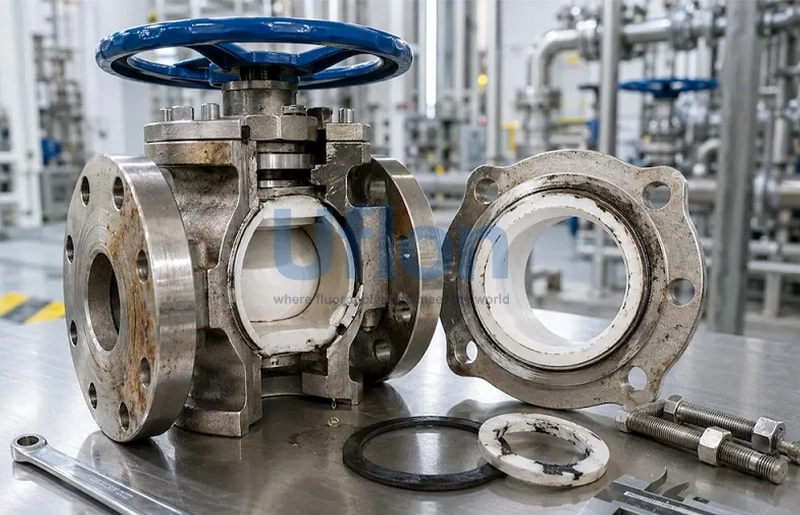
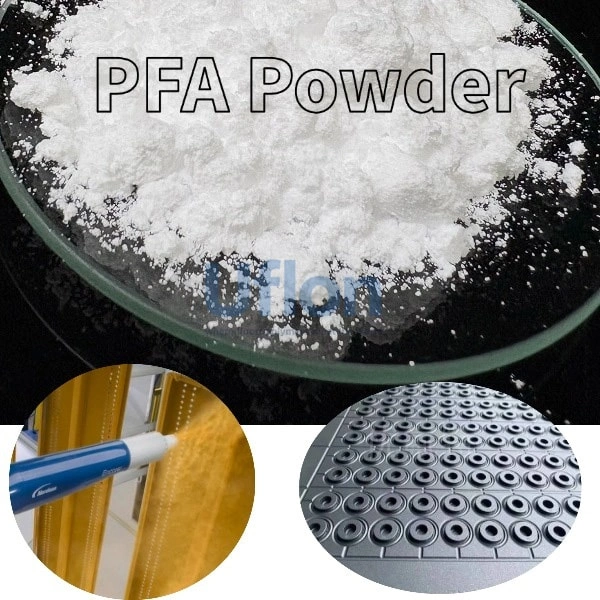
Due to high corrosion resistance and excellent non-stick property, PFA electrostatic coating powder is widely used in chemical and industrial fields. However, a good-performing and successful coating film related with many sectors such as MFR, baking temperature, baking time, high performance PFA powder.

Here we share UFLON PFA powder working conditions and processing indications, to help customers apply it in a better result.
Premise condition
● Operate in a clean environment and use clean compressed air as much as possible, preventing small spots or rust stains on the coating.
● When the substrate is too cold and the air humidity is high, the substrate is prone to absorb water and condense. It is recommended to preheat the substrate under appropriate conditions.
Working steps of PFA electrostatic coating powder
1.Substrate pretreatment
a.Degrease treatment
Thoroughly remove the dirt and dust from the metal substrate surface by heating (dry burning) or using a degreasing solvent.
The recommended dry burning conditions are above 380°C for more than 10 minutes. The specific conditions is subject to the substrate and customer requirements.
b.Surface roughening treatment
When roughening the aluminum substrate, uniformly sandblast it with 60# to 100# aluminum oxide sand to achieve a surface roughness Ra of 2.0 to 3.5 μm. Then, use compressed air to clean the substrate surface.
2.Primer pre-treatment
Before use, the primer should be redispersed with a ball mill or similar device at a speed of 30–50 rpm for 30–50 minutes, followed by filtration with a mesh screen. It is recommended to use a 100-mesh filter for the primer. After dispersed, it should be coated immediately.
3.Preheating of the substrate
The substrate should be preheated uniformly before coating. It is recommended that the substrate temperature be around 40℃ for spraying.
4.Primer coating
After the substrate treatment, the primer coating is applied. The film thickness is generally controlled at 15 ± 5 μm. A too thin primer coating will reduce the adhesion, while a too thick one will cause cracks. The atomization pressure during spraying is 0.2 to 0.3 Mpa.
5.Primer drying
It should be placed in an infrared furnace at 80-90℃ for drying for 10-15 minutes. If the drying is insufficient, the final coating film may have poor corrosion resistance, blistering or abnormal appearance.
6.Topcoat coating
After the primer dries and cools to room temperature, apply the PFA electrostatic coating powder with an electrostatic spray gun (with voltage ranging from 20 to 50KV) to a thickness of 50 ± 10μm.
7.Topcoat drying sintering
It should be placed in the furnace for sintering. The recommended sintering conditions are above 380℃ for 20 to 30 minutes (the optimal temperature range is 395 to 405℃, but do not exceed 415℃, as the resin will decompose above 415℃).
Conclusion
To produce a high-performance PFA coating film, we not only to adopt the appropriate processing methods , but also to ensure the high quality and excellent performance of the PFA electrostatic coating powder. Both are critical in achieving a durable and reliable coating.
If you’re needing help during PFA coating, welcome contact UFLON to support.
100 meters northwest of Changiiafang Village Committee, Gaoging County, Zibo City, ShandongProvince
Copyright © 2025 by Zibo Uflon New Material Technology Co., Ltd. All Rights Reserveds
Privacy Policy