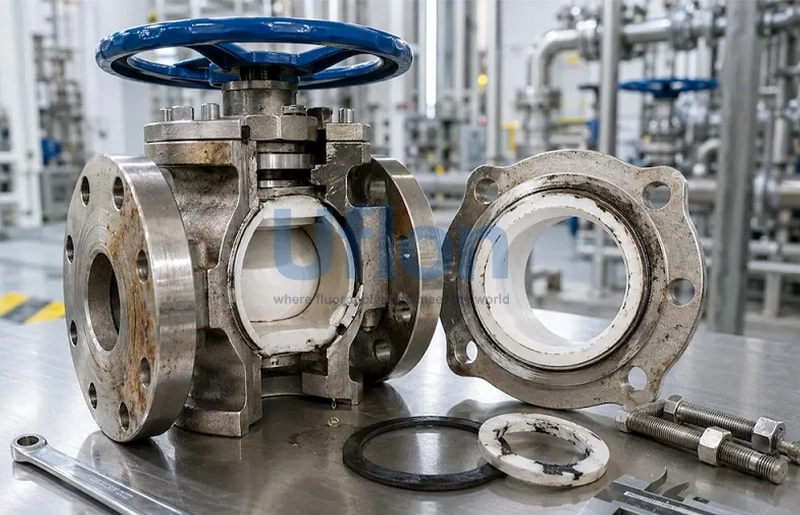
What is foam resin ?
Fluoroplastic foam resin is supplied as white pellets and is foamed by physical foaming method. When inject appropriate pressure inert gas, such as nitrogen or carbon dioxide, to form uniform cells under high temperature screw. This method yields a foamed cable insulation layer. After foaming, the overall dielectric constant and density are reduced, improving electrical performance while lowering costs.

Characteristics of FEP foam resin UF-7730/40
● Specialized fluoroplastic foam processing equipment are required for melt processing
● Long-term service temperature reach 200 °C
● Foaming can reduce the dielectric constant
Compared with others fluoroplastic foam resin, UF-7730/40 has features below
● Suitable for relatively fine wires
● Small and uniform cell structure, suitable for thin-walled cable
Suggestions about foam extrusion processing equipment
● All extruder components in direct contact with UF-7730/40 melt should be made of special corrosion-resistant materials. Nickel-based alloys such as Hastelloy, Inconel, Monel, Xaloy, and GH113 are recommended.
● The barrel should have a high L/D ratio to provide enough residence time to heat the resin to 400°C. Screw L/D ratio recommended: 26:1 to 35:1. The barrel should have 3–7 independently controlled heating zones, with accurate temperature control from 300°C to 425°C (±2°C). Heaters made of cast copper or cast aluminum.
● For inert gas injection, machine a reduced diameter section (decompression ring) in the middle of the first mixing section of the screw to lower pressure and facilitate gas injection.
● Proper extruder size and screw design are key for foam extrusion. Mismatched sizes lead to poor mixing and melting at low speeds, or excessive heat and shear at high speeds.
● It would be better there are online monitoring devices for melt pressure, gas pressure, gas flow rate, capacitance, cable diameter, etc.
Foam resin extrusion processing
Similar to solid fluoroplastic extrusion, Draw Down Ratio (DDR) is defined as the ratio of die gap to final cross-sectional area. A DDR of 5:1 to 30:1 is optimal for UF-7730/40 foam extrusion. Draw Balance Ratio (DRB) follows the same recommendation as for solid fluoroplastic extrusion: 1 or slightly above 1.
When the material is foamed onto the cable, processing parameters such as DRB and DDR are calculated by the solid outer diameter before foaming.
DDR:5:1~30:1
DRB:1.02~1.10
Temperature control recommendations:
Extruder barrel: at least 3 heating zones, with a gradual temperature ramp from about 320°C to 390°C.
Cast copper heaters recommended.
PID or equivalent controllers.
Die and tooling temperature: around 370–390°C.
Foam adjustment
The degree of foaming mainly depends on gas pressure, flow rate, processing temperature, and cooling process. For better performance, it is best to let cells start growing after the melt coats the conductor — this means properly adjusting the air cooling length and the hot water cooling temperature.
For fixed impedance cables, during foaming we need consider the increase in outer diameter or adjustment of conductor size.
UF-7730/40 FEP foam resin technical datasheet
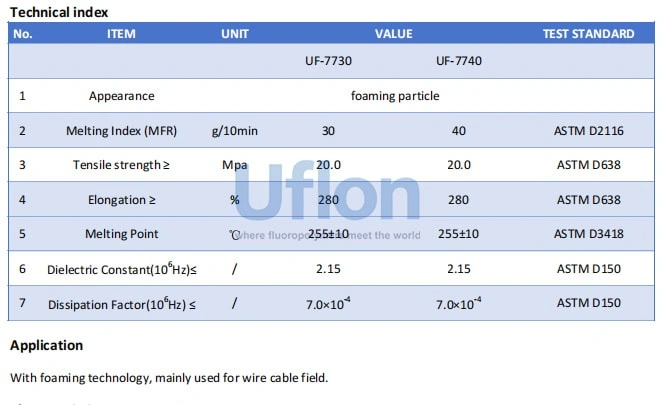
It can be equivalent to FFR770.
If you’re looking for high performance FEP foam resin for cable, welcome contact UFLON to support.
100 meters northwest of Changiiafang Village Committee, Gaoging County, Zibo City, ShandongProvince
Copyright © 2025 by Zibo Uflon New Material Technology Co., Ltd. All Rights Reserveds
Privacy Policy