Besides injection molding, extrusion molding, and rotational molding, fluoropolymer also has many other processing methods. This article further states several common processes.
Compression Molding
Compression molding process:
1. Mixing: Uniformly mix fluoropolymer powder with the fillers (such as graphite, glass fiber, etc.).
2. Pre-forming: Pre-press into a blank at room temperature.
3. Sintering: Sinter at a high temperature, typically 350-400℃.
4. Cooling: Controlling the cooling speed, avoid affects crystallinity and properties.
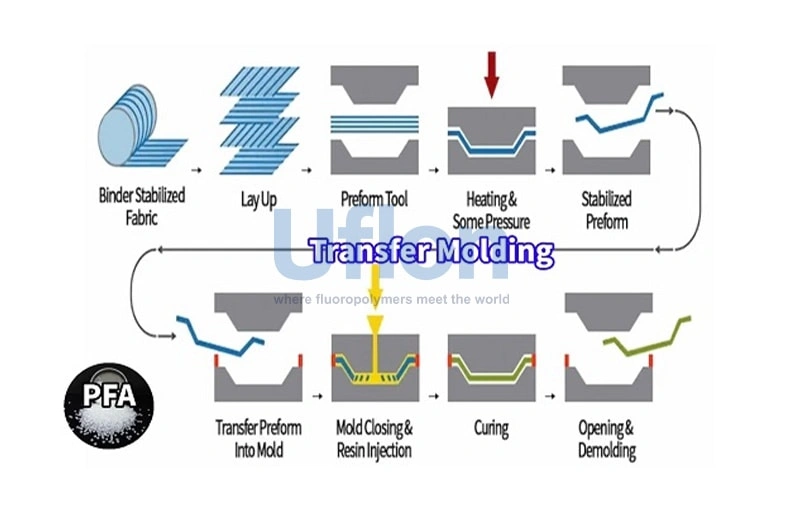
Transfer Molding
Transfer molding is between compression molding and injection molding. It firstly melts the material in the cavity and then transfers it to the mold cavity through pressure to form the shape.
This process combines the advantages of compression molding and injection molding, making it suitable for producing precision, complex-structured products.
Key points of transfer molding process:
● Material cavity temperature: 20-50°C higher than mold cavity temperature to ensure complete material melting.
● Transfer pressure: Generally 50-150 MPa to ensure the material fills the mold cavity.
● Curing time: Adjusted according to product thickness, generally 5-30 minutes.
● Mold temperature: Controls the cooling rate, avoid affects the crystallinity.
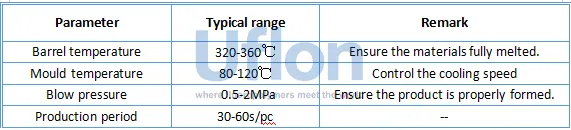
Blow Molding
Molten fluoropolymer resin is "blown" into hollow products. This process is suitable for producing hollow products such as bottles and containers.

Blow molding data reference
Foaming process
The foaming process can make fluoropolymer lighter while maintaining their excellent properties. The foamed fluoropolymers decreases its density, while improves the thermal and sound insulation properties, making them widely used in construction, aerospace, and other fields.
1. Foaming of melt-processable perfluorocarbon resin
The foaming technology of perfluorocarbon resins (such as PFA and FEP) is relatively mature, and is mainly achieved through chemical foaming agents or physical foaming agents.
Key points of foaming process:
● Type of foaming agent: Chemical foaming agent (such as azodicarbonamide) or physical foaming agent (such as supercritical CO₂).
● Foaming temperature: 10-30℃ higher than normal processing temperature to ensure complete decomposition of the foaming agent.
● Foaming ratio: Generally 2-10 times, depending on application requirements.
● Cell structure: Closed-cell or open-cell, avoid affects thermal insulation and sound absorption performance.
FEP has a melting point of 260-285℃ and a continuous operating temperature of -200℃ to 200℃. The decomposition temperature of FEP is generally between 350℃ and 400℃, which providing a suitable temperature range for the foaming process.
The density of foamed perfluorocarbon resin can be reduced to 0.3-1.0 g/cm³ (from the original density of approximately 2.1-2.2 g/cm³), improving its thermal insulation performance by 30-50%, making it widely used in aerospace, building insulation, and other fields.
2.PVDF foaming process
PVDF foaming technology is relatively new, but due to the excellent piezoelectric and thermoelectric properties of PVDF itself, foamed PVDF has unique applications in fields such as sensors and energy collecting.
Key points of PVDF foaming process:
● Foaming method: Primarily supercritical CO₂ foaming to avoid chemical foaming agent residue.
● Foaming temperature: 150-180℃, close to the melting point of PVDF.
● Foaming pressure: 10-30 MPa, affecting cell size.
● Cell size: Can be 1-50um, affecting piezoelectric properties.
PVDF exists in five crystal forms: α, β, γ, δ, and ε. Among them, the β phase exhibits piezoelectric properties due to its all-trans conformation, and is widely used in sensors and energy collecting. The piezoelectric properties of foamed PVDF films can be improved by 20-40%, showing great promise in flexible electronics, wearable devices and other fields.
3.ETFE foaming process
ETFE foaming technology is widely used in the construction industry.
Key points of ETFE foaming process:
● Foaming method: Multi-layer co-extrusion foaming to form an air-cushion structure.
● Membrane thickness: Generally 0.1-0.3mm/layer, multi-layer composite.
● Air-cushion thickness: 200-500mm, affecting thermal insulation performance.
● Light transmittance: Can reach over 90%, while providing excellent thermal insulation performance.
ETFE is a copolymer of alternating chain segments composed of ethylene and tetrafluoroethylene in a 1:1 molar ratio. Its tensile strength reaches up to 50MPa, almost twice that of PTFE. ETFE membrane materials are used in construction, agricultural greenhouse coverings, etc., due to their excellent performance. The "Eden Project" completed in the UK in 2001, hailed as the "Eighth Wonder of the World," it is a classic example of an ETFE membrane structure.
The weight of the foamed ETFE membrane structure is only 1% of that of glass, but its heat insulation performance is 2-3 times that of glass, while its light transmittance can reach more than 90%, making it a "dream material" for building materials.

As a professional and service-oriented fluoropolymer resin manufacturer, UFLON focus on delivering tailored solutions to empower each customer growth. If you’re looking for a reliable strategic partner or meet difficulties during manufacturer process, pls feel free to reach out.
100 meters northwest of Changiiafang Village Committee, Gaoging County, Zibo City, ShandongProvince
Copyright © 2025 by Zibo Uflon New Material Technology Co., Ltd. All Rights Reserveds
Privacy Policy