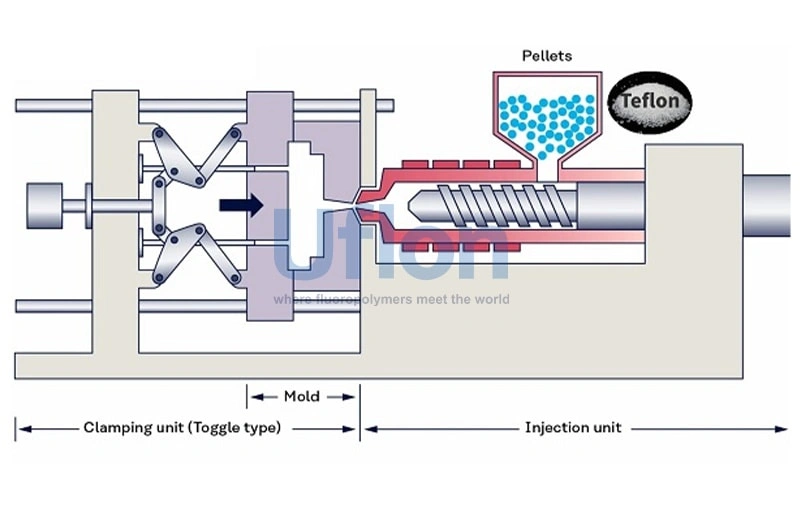
Injection Molding
Molten fluoropolymer resin is "injected" into a mold and then cooled to shape.
1.The temperature control is crucial.
① Such as PFA resin, it has strict injection temperature control.
PFA has a melting point between 305-310℃ and a molding temperature between 350-410℃. This temperature range is actually not very wide, and slight carelessness can lead to material decomposition, resulting in problems such as bubbles and scorching.
② PVDF resin, its processing temperature range is relatively wide. The melting point is about 165-175℃, and its thermal decomposition temperature is above 350℃.
● Melt temperature (barrel/nozzle): 180-260℃, commonly recommended range 200-240℃.
● Mold temperature: 50-90℃, usually controlled at 50-65℃ or 60-80℃.
③ FEP processing temperature
FEP has a melting point between 260-285℃ and a molding temperature between 280-400℃. This temperature range needs precisely control. Too low temperature will result in poor melt flow and uneven plasticization; too high temperature may cause thermal decomposition of the material, producing bubbles and scorching, severely affecting product performance.
The decomposition temperature of FEP is between 350-400℃, so the upper limit of the nozzle temperature is generally controlled below 400℃. This is a "red line" and must never be exceeded.
2.Pressure and time must be precisely controlled, depending on the application scenario and the materials used.
3. Injection molding equipment is equally important. A screw-type injection molding machine should be selected, and the material should be corrosion-resistant and have sufficient clamping force.
In summary, injection molding is suitable for producing small, precision, and complex fluoropolymer products, such as connectors, valves, and seals in the semiconductor industry. Under the "zero pollution" requirements of semiconductor manufacturing, the challenges in fluororesin injection parts molding have been gradually overcome, which providing crucial support for high-end manufacturing.
Extrusion Molding
It is a continuous production process that can turn fluoropolymer into various continuous profiles such as pipes, wire sheaths, films, fibers, and sheets, with a very high production efficiency.

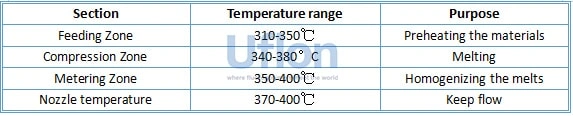
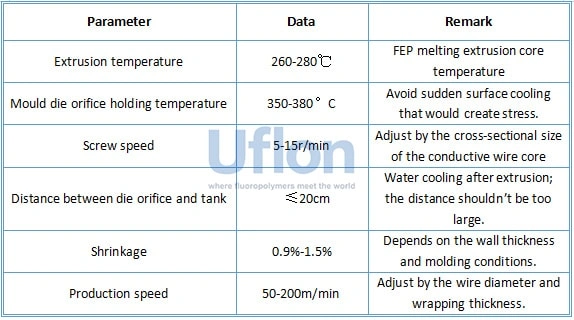
1. According to statistics, more than 50% of FEP extruded products are used for wire cable insulation.
FEP extruded wire data reference
The mould die orifice holding temperature 350-380℃ is particularly important. The holding temperature zone should cover the entire stretching zone to prevent stress caused by rapid surface cooling of the FEP from the cone to the forming stage, which could lead to insulation cracking. This problem is frequently encountered in actual production, and many manufacturers failed to improve their product qualification rates because they neglected this point.
These cables are widely used in complex environments such as petroleum, metallurgy, power, and aerospace. Typical products include high-temperature resistant cables, well logging cables, and geological exploration cables. They are classified into three types according to their structure: single-core, coaxial, and multi-core. Single-core cables are used for aviation wiring and electronic equipment cabling; coaxial cables are adapted for radio frequency connections; and multi-core cables are suitable for industrial control and data transmission.
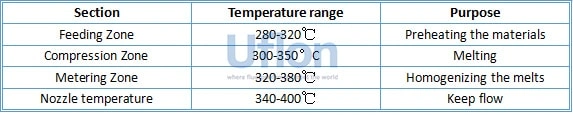
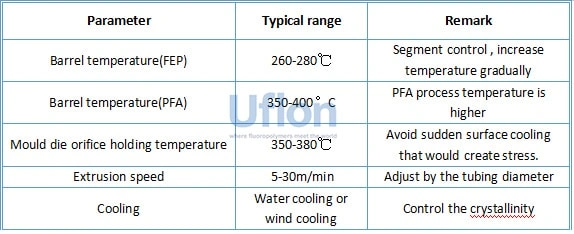
2. Extruding tubings
Extruded tube data reference
3.Extruding films
Key parameters for film extrusion:
● Die gap: Adjusted according to film thickness, generally 0.1-0.5mm
● Traction speed: Affects film thickness and orientation, typically 10-50 meters/minute
● Cooling roller temperature: Controls crystallinity and affects transparency, generally 50-100℃
● Film thickness: Can be achieved from 0.01-0.5mm; the thinner the film, the higher the technical difficulty.
4.Extruding fibers
Key points of fiber extrusion process:
● Spinning temperature: Slightly higher than tube extrusion to ensure melt flowability.
● Spinneret orifice diameter: Generally 0.1-0.5mm, determining fiber diameter.
● Draw ratio: Affects fiber strength, typically 3-10 times.
● Fiber diameter: Can be 10-100um; the finer the fiber, the higher the technical difficulty.
5.Extruding sheets
Extruded sheet data reference

Rotational Molding
Placing Fluoropolymer powder into the mold, and then rotating it in a heating furnace to allow the powder to adhere evenly to the inner wall of the mold. After cooling, a hollow product is formed. This process is suitable for producing large, hollow products with uniform wall thickness, such as storage tanks and containers.

PFA, ETFE can be processed by rotational molding. The high melt flowability of these resins allows them to be evenly distributed on the inner wall of the mold, forming a seamless hollow product.
Key points of rotational molding process:
● Powder particle size: Generally 35-100 mesh. Too coarse, the flowability is poor; too fine, it easily clumps.
● Heating temperature: Generally 300-400℃, depending on the material.
● Rotation speed: Main shaft 5-20 rpm, auxiliary shaft 10-40 rpm.
● Cooling method: Air cooling or water mist cooling, and control the cooling speed.
● Production cycle: Generally 30-60 minutes per piece, depending on the size and wall thickness of the product.
More information for Fluoropolymer Melting Process Methods, pls browse our next article.
100 meters northwest of Changiiafang Village Committee, Gaoging County, Zibo City, ShandongProvince
Copyright © 2025 by Zibo Uflon New Material Technology Co., Ltd. All Rights Reserveds
Privacy Policy