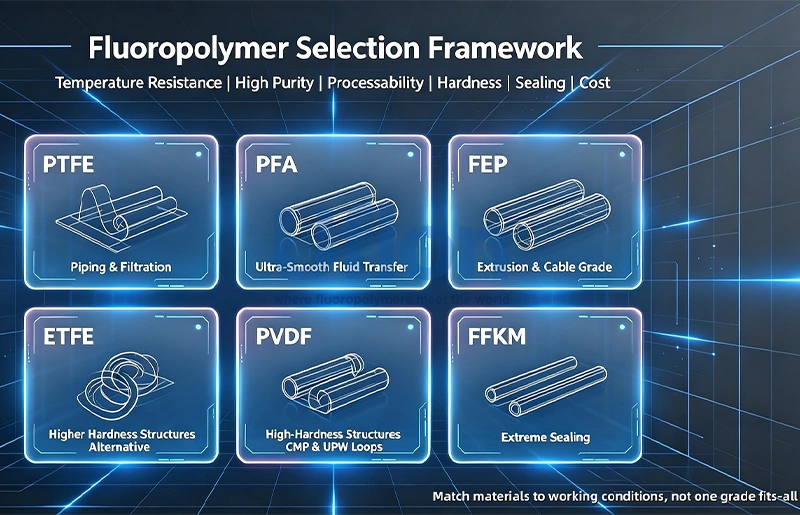
Fluoropolymers are widely used in high-end fields such as chemical engineering, aerospace, electronics, and medical devices due to their excellent chemical resistance, high temperature resistance, electrical insulation, and low coefficient of friction. PTFE, PFA, FEP, and ETFE, as core members of the fluoropolymers family, are primarily manufactured through compression molding, which is one of the main processes for producing shaped parts, sheets, and seals.
However, during fluoropolymer compression molding, dimensional shrinkage inevitably occurs when the material cools and solidifies from a molten state to room temperature. If the shrinkage is out of control or uneven, it can lead to defects such as dimensional deviations, warping, deformation, and shrinkage cavities in the product, severely affecting its precision and performance. This article systematically analyzes the characteristics and influencing factors of shrinkage in compression molding of four types of fluoroplastics and proposes the targeted control solutions.
The four fluoroplastics exhibit fundamental differences in molecular structure, crystallinity, and melt processing properties, leading to significant variations in their compression molding shrinkage rates and behaviors. The core components of shrinkage include crystallization shrinkage and thermal shrinkage. Crystallization shrinkage is primarily driven by volume changes resulting from the transformation of molecular chains from a disordered molten state to an ordered crystalline state, while thermal shrinkage stems from volume contraction caused by reduced molecular thermal motion due to decreasing temperature.
The specific shrinkage characteristics of each material are as follows:
PTFE fluoropolymer compression molding
PTFE molecules are surrounded by perfluorinated atoms, resulting in extremely strong intermolecular forces. It has a high melting point of 327°C and extremely high viscosity after melting, classifying it as a non-melt-processable fluoroplastic. Compression molding adopts a two-step "cold pressing-sintering" method. Its compression molding shrinkage rate is typically 2%–5%, the highest among the four materials. Furthermore, PTFE has high crystallinity (60%–80%) and a slow crystallization process, leading to significant post-shrinkage after molding. This means that the product continues to shrink at room temperature after demolding, resulting in poor dimensional stability. In addition, PTFE's linear thermal expansion coefficient is more than 10 times that of carbon steel, and it has phase transition points around 19°C and 30°C, making it particularly sensitive to dimensional changes within this temperature range. Since molded products are typically demolded at temperatures above room temperature, some thermal shrinkage occurs during cooling to room temperature. Subsequent fluctuations in ambient temperature further amplify this shrinkage effect, resulting in "secondary post-shrinkage."
PFA fluoropolymer compression molding
PFA is a modified variety of PTFE, with alkoxy side chains introduced into its molecular chain. It retains the core superior properties of PTFE while also possessing melt processability. Its molding shrinkage rate is relatively low, typically around 4%, and its shrinkage uniformity is better than PTFE. This is due to the slightly lower molecular chain regularity of PFA compared to PTFE, its moderate crystallinity (50%~65%), and its good melt flowability. During molding, the melt can uniformly fill the mold cavity, resulting in more uniform stress distribution and more stable volume change during cooling shrinkage. However, PFA has a higher molding temperature (sintering temperature 310~340℃). If the cooling rate is not properly controlled, uneven shrinkage may still occur due to localized stress concentration. Although the linear thermal expansion coefficient of PFA is lower than that of PTFE, it is still more than 8 times that of carbon steel. Furthermore, it has phase transformation points around 20℃ and 35℃, where the molecular chain conformation changes drastically, significantly increasing the sensitivity to dimensional changes. The demolding temperature of molded products is typically 80~120℃. Partial thermal shrinkage occurs during cooling to room temperature, and subsequent temperature fluctuations in the service environment further amplify the shrinkage effect, resulting in "secondary post-shrinkage."

FEP fluoropolymer compression molding
FEP is a copolymer of tetrafluoroethylene and hexafluoropropylene, exhibiting higher molecular chain flexibility than PTFE and PFA, resulting in excellent melt flowability. Its molding shrinkage is the lowest among the four materials, typically ranging from 3% to 6%. FEP has low crystallinity (40% to 55%), contributing little to crystallization shrinkage, and possesses good thermal stability. During molding, the melt viscosity remains stable, and the cooling shrinkage process is gradual, offering strong dimensional controllability, making it suitable for manufacturing high-precision parts. However, it should be noted that under specific molding conditions (such as excessively high molding temperature or rapid cooling), its shrinkage rate can surge to 5% to 7%, requiring strict control of process parameters. While FEP's linear thermal expansion coefficient is slightly lower than PTFE, it is still 8 to 9 times that of ordinary steel, and it exhibits phase transition points around 15°C and 30°C. Within this temperature range, the molecular chain conformation changes drastically, significantly increasing dimensional sensitivity. Molded products typically demold at 90 to 130°C, and some thermal shrinkage occurs during cooling to room temperature. Subsequent temperature fluctuations in the service environment further amplify this shrinkage effect, resulting in "secondary post-shrinkage."

ETFE fluoropolymer compression molding
ETFE is a copolymer of tetrafluoroethylene and ethylene. The introduction of ethylene segments into the molecular chain reduces its crystallinity (35%~50%), but the crystallization process is extremely sensitive to temperature changes. Its molding shrinkage range is relatively wide, from 3% to 4%, with significant fluctuations. ETFE has low melt viscosity and fast molding filling speed, but uneven temperature gradients during cooling can easily lead to localized differences in crystallization rates, resulting in uneven shrinkage and warping of the product. Furthermore, the shape and wall thickness of ETFE products significantly affect the shrinkage; thicker walls typically have a higher shrinkage rate than thinner walls due to slower heat dissipation. Although ETFE's linear thermal expansion coefficient is lower than PTFE and FEP, it is still 7~8 times that of ordinary steel, and it has phase transformation points around 25℃ and 40℃. Within this temperature range, the molecular chain conformation changes drastically, significantly increasing the sensitivity to dimensional changes. Molded products are typically demolded at 80~120℃, and some thermal shrinkage occurs during cooling to room temperature. Subsequent temperature fluctuations in the service environment further amplify the shrinkage effect, resulting in "secondary post-shrinkage."

Targeted solutions in Fluoropolymer compression molding
To address the shrinkage characteristics and key influencing factors of the four fluoroplastics, a comprehensive solution needs to be developed from four dimensions: raw material pretreatment, mold optimization, precise process control, and post-processing and shaping, to achieve precise control of shrinkage rate and improve shrinkage uniformity.
1. Cavity Dimension Compensation Design: The cavity dimensions are pre-enlarged based on the standard shrinkage rate range of different materials, and compensation is applied according to their respective shrinkage rates. For example, PTFE is compensated at 2%~5%. The compensation coefficient is then adjusted based on trial molding results to ensure dimensional accuracy after cooling. For complex-shaped products, differentiated compensation is required for shrinkage differences in different areas, with slightly higher compensation for thicker-walled areas than for thinner-walled areas.
2. Optimize the Feeding and Venting Structure: The gate should be preferentially located in the thick-walled section to ensure the melt can fully fill and replenish the thick-walled area; enlarge the gate and runner cross-section to reduce melt flow resistance and ensure uniform filling. Overflow holes are provided at the edge of the mold cavity, and symmetrical vertical venting grooves are opened on the surface of the pressure bar to ensure the smooth discharge of air and small amounts of decomposition gases from the mold cavity, avoiding shrinkage defects caused by air bubbles. For melting fluoroplastics, the overflow holes can also serve as a visual indicator of melt compaction; when the melt overflows, it indicates that the mold cavity is completely and densely filled.
3. Uniform Cooling System Design: A symmetrical cooling channel layout is adopted to ensure uniform temperature throughout the mold, with cooling medium temperature fluctuations controlled within ±2℃. For thick-walled products, a gradient cooling strategy can be used, first slowly cooling to below 100℃, then accelerating cooling to room temperature to reduce uneven shrinkage caused by internal and external temperature differences. Surfaces of the mold in contact with the material must be nickel-plated or made of Hastelloy to prevent high-temperature melt corrosion from affecting dimensional stability.
4. Heat Setting Treatment: After demolding, the product undergoes heat setting treatment. For PTFE, the setting temperature is 150~200℃ and the time is 2~3h; for PFA and FEP, the setting temperature is 120~160℃ and the time is 1~2h; for ETFE, the setting temperature is 100~140℃ and the time is 1~1.5h. Then, it is slowly cooled to room temperature, which can effectively eliminate residual stress accumulated during the molding process, reduce post-shrinkage, and improve dimensional stability.
5. Mechanical Finishing and Inspection: For high-precision products, precision machining is performed after heat setting to correct dimensional deviations; laser rangefinders, coordinate measuring machines and other equipment are used to comprehensively inspect the dimensions of the products, and the mold compensation amount and process parameters are optimized in reverse based on the inspection results to form a closed-loop control.
Conclusion about Fluoropolymer compression molding
The shrinkage problem in compression molding of PTFE, PFA, FEP, and ETFE is essentially a result of the coupling effect of material crystallization characteristics, melting flow, and temperature and pressure fields during the molding process. Solving the shrinkage problem requires addressing the differences in shrinkage characteristics among these materials and implementing comprehensive process control, from raw material pretreatment and mold optimization to precise process control and post-processing.
In the future, with the research and development of modified fluoroplastic materials and the application of intelligent molding equipment, compression molding shrinkage control will develop towards greater precision and efficiency, further expanding the application space of fluoroplastic products in high-end precision fields.
If you are needing help during fluoropolymer compression molding,welcome contact Uflon to support.
100 meters northwest of Changiiafang Village Committee, Gaoging County, Zibo City, ShandongProvince
Copyright © 2025 by Zibo Uflon New Material Technology Co., Ltd. All Rights Reserveds
Privacy Policy