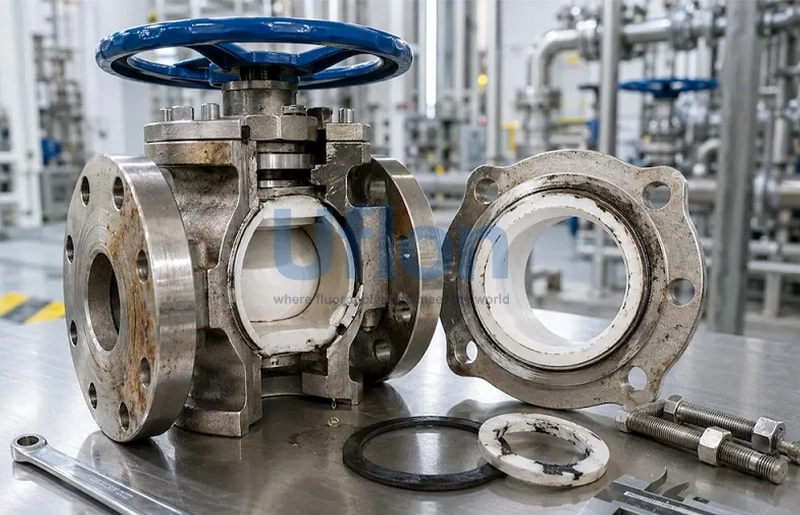
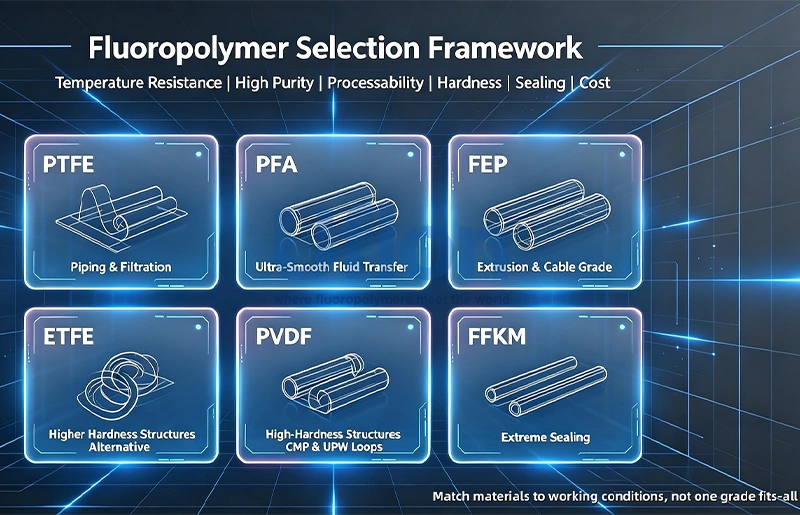
PFA (Perfluoroalkoxy) is a highly superior fluoropolymer with remarkable chemical inertness, high temperature resistance, excellent electrical insulation properties, and extremely low friction coefficient. Due to its good melt flowability, high transparency, PFA resin is widely used in high-end fields including semiconductors, biomedicine, chemical pipeline systems, electronic and electrical equipment, new energy devices etc through thermoplastic process ways such as injection,extrusion,below molding.
However, PFA injection molding and processing moulds are extremely challenging. Systematic optimization is required in aspects such as material properties, process parameters, mold structure, and demolding design.
This article researches from two aspects to provide the reference for customers: PFA injection molding technology and PFA mold technology.

1. PFA material characteristics
● Continuous operation temperature up to 260℃, 300℃ for short periods.
● Soluble in very few solvents, resistant to almost all chemical erosion.
● Extreme low metal ion release, suitable for ultra-high purity applications (semiconductor).
2.Key Control Points of PFA Injection Molding Process
Due to the thermal decomposition temperature of PFA is close to its processing temperature (usually ranging from 360℃ to 420℃), the injection molding process window is extremely narrow and the tolerance rate is very low. The main challenges include:
Heating and Melting Control
● The injection temperature of PFA is usually between 360℃ and 400℃;
● The mold temperature should be controlled within the range of 150℃ to 200℃ to maintain fluidity;
● The heating system needs to be highly stable to prevent local overheating which could cause material carbonization or decomposition.
Injection speed and pressure
● The injection speed should be stable to prevent excessive shear heat accumulation due to rapid injection;
● The holding pressure stage must be enough to avoid problems such as shrinkage and voids in the product.
Demolding issue
● PFA products have extremely high requirements for the smoothness of the mold. A mirror surface level can effectively prevent surface roughening;
● Conventional demolding agents cannot be used, optimizing the demolding performance by relying on the mold structure and surface treatment;
● Especially in multi-cavity molds, the consistency of demolding directly determines the yield of the finished product.
Cleaning and equipment compatibility
● The barrel and nozzle of the PFA injection molding machine must be dedicated to a single machine to avoid sharing it with other materials;
● Before starting the machine, it is necessary to use a high-temperature cleaning agent to thoroughly remove residues to prevent contamination;
● All contact components must be able to withstand high temperatures and not react chemically with PFA resin.

If you’re meeting problems in PFA injection molding process, pls contact our enginner to support.
100 meters northwest of Changiiafang Village Committee, Gaoging County, Zibo City, ShandongProvince
Copyright © 2025 by Zibo Uflon New Material Technology Co., Ltd. All Rights Reserveds
Privacy Policy